



With the urgent demand for efficiency, convenience and automation in the manufacturing industry, the concept of laser has come into view and has been rapidly used in various fields. Laser welding is one of them. This article provides a detailed overview of the basic principles, advantages, application industries and development prospects of laser hybrid welding in laser welding, fully demonstrating the superiority of laser hybrid welding in welding thick plates.
Laser hybrid welding is a laser welding method that combines laser beam and arc for welding. The hybrid effect shows a significant improvement in welding speed, penetration depth and process stability. Since the late 1980s, the continuous development of high-power lasers has promoted the development of laser hybrid welding technology, making issues such as material thickness, material reflectivity, and gap bridging ability no longer an obstacle. It has been successfully used in the welding of medium-thick material parts.
1. Laser hybrid welding technology
1.1 Characteristics of laser hybrid welding
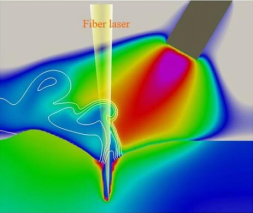
In the laser hybrid welding process, the laser beam and arc interact in a common molten pool (pictured), and their synergy creates deep and narrow welds, thereby increasing productivity.

Laser arc hybrid welding process solution
1.2 Basic principles of laser hybrid welding
Laser welding is known for its very narrow heat-affected zone, and its laser beam can be focused on a small area to produce a narrow and deep weld. It can achieve higher welding speeds, thereby reducing heat input and reducing welding costs. Probability of thermal deformation of parts. However, laser welding has poor gap bridging capabilities and therefore requires high precession in workpiece assembly and edge preparation. Laser welding is also very difficult for high-reflectivity materials such as aluminum, copper, and gold. In contrast, the arc welding process has excellent gap bridging capabilities, high electrical efficiency, and can effectively weld materials with high reflectivity. However, the low energy density during arc welding slows down the process, resulting in large heat input in the welding area and causing thermal deformation of the welded parts. Therefore, using a high-power laser beam for deep-penetration welding while simultaneously using a highly energy-efficient arc to weld synergistically, the hybrid effect compensates for the shortcomings of the process and complements its advantages.

Formation pattern of welds during
1.3 Advantages of laser hybrid welding process
The disadvantage of laser welding is poor gap bridging ability and high requirements for workpiece assembly; the disadvantage of arc welding is that when welding thick plates, it has low energy density and shallow penetration depth, which generates a large amount of heat input in the welding area, which will cause thermal damage to the welded parts. Deformation. The combination of the two can influence and support each other to make up for the shortcomings of each other’s welding processes, giving full play to the advantages of laser deep penetration and arc welding to achieve small heat input, small weld deformation, fast welding speed and high welding strength. advantage.
Laser hybrid welding process diagram
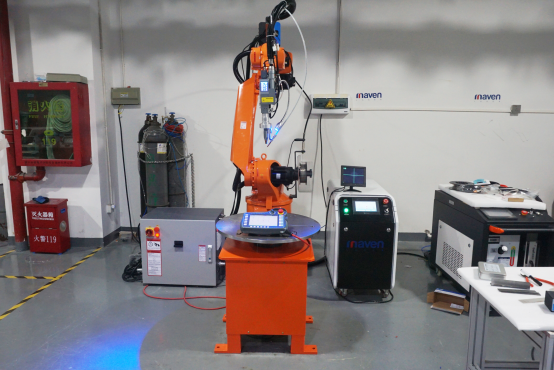
2.1MAVEN laser hybrid welding structure
Laser hybrid welding industry application and development
3.1Application industries
With the gradual maturity of high-power laser technology, laser hybrid welding has been widely used in various fields. It has the advantages of higher welding efficiency, higher gap tolerance and deeper welding penetration, and is the first choice for welding of medium and thick plates. The welding method is also a welding method that can replace traditional welding in the field of large-scale equipment manufacturing. Suitable for construction machinery, bridges, containers, pipelines, ships, steel structures, heavy industry and other industrial fields.

3.2 Development Trend
China is a major producer of laser equipment. In 2021, the output of my country’s laser equipment industry will be more than 200,000 units. Among them, laser welding equipment accounts for about 27.3% of the laser equipment market and is one of the mainstream equipment in the market. Laser hybrid welding is one of the new types of laser welding equipment. As the demand for medium-thickness plate welding continues to be released in various industries, the demand market for laser hybrid welding continues to expand. Companies continue to innovate in technology, talents, applications, etc., and promote substitution. With the pace of imported high-power laser hybrid welding, the development trend of domestic substitution of high-power laser hybrid welding is becoming more and more obvious.
Post time: Sep-22-2023











