



Laser arc hybrid welding is a laser welding method that combines laser beam and arc for welding. The combination of laser beam and arc fully demonstrates the significant improvement in welding speed, penetration depth and process stability. Since the late 1980s, the continuous development of high-power lasers has promoted the development of laser arc hybrid welding technology. Issues such as material thickness, material reflectivity, and gap bridging ability are no longer obstacles to welding technology. It has been successfully used in Welding of medium-thick material parts.
Laser arc hybrid welding technology
In the laser arc hybrid welding process, the laser beam and arc interact in a common molten pool to produce narrow and deep welds, thereby improving productivity, as shown in Figure 1.
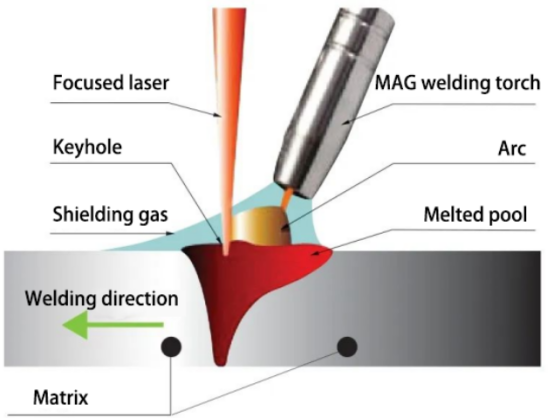
Figure 1 Laser arc hybrid welding process scheme
Basic Principles of Laser Arc Hybrid Welding
Laser welding is known for its very narrow heat-affected zone, and its laser beam can be focused on a small area to produce narrow and deep welds, which can achieve higher welding speeds, thereby reducing heat input and reducing the chance of thermal deformation of welded parts. However, laser welding has poor gap bridging ability, so high precision is required in workpiece assembly and edge preparation. Laser welding is very difficult for welding high-reflectivity materials such as aluminum, copper, and gold. In contrast, the arc welding process has excellent gap bridging ability, high electrical efficiency, and can effectively weld materials with high reflectivity. However, the low energy density during arc welding slows down the welding process, resulting in a large amount of heat input in the welding area and causing thermal deformation of welded parts. Therefore, the use of a high-power laser beam for deep penetration welding and the synergy of an arc with high energy efficiency, the hybrid effect of which makes up for the shortcomings of the process and complements its advantages, as shown in Figure 2.
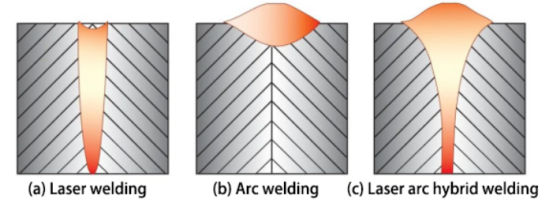
The disadvantages of laser welding are poor gap bridging ability and high requirements for workpiece assembly; the disadvantages of arc welding are low energy density and shallow melting depth when welding thick plates, which generates a large amount of heat input in the welding area and causes thermal deformation of welded parts. The combination of the two can influence and support each other and make up for the defects of each other’s welding process, giving full play to the advantages of laser deep melting and arc welding cover, achieving the advantages of small heat input, small weld deformation, fast welding speed and high welding strength, as shown in Figure 3. The comparison of the effects of laser welding, arc welding and laser arc hybrid welding on medium and thick plates is shown in Table 1.
Table 1 Comparison of welding effects of medium and thick plates
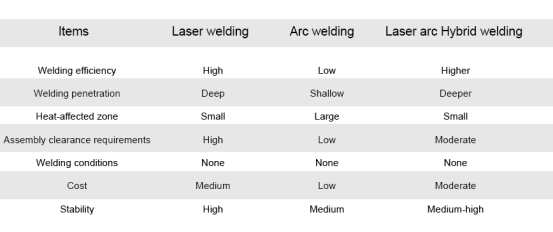
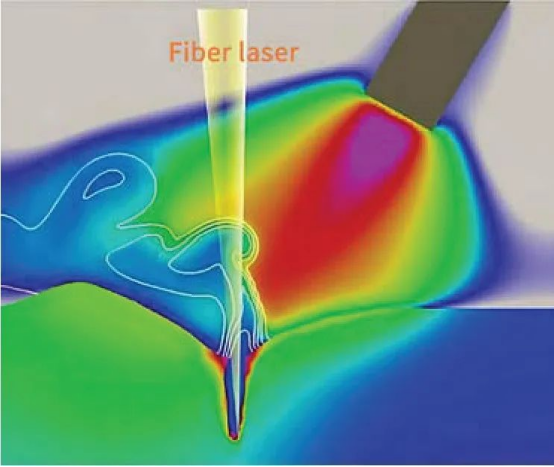
Figure 3 Laser arc hybrid welding process diagram
Mavenlaser arc hybrid welding case
Mavenlaser arc hybrid welding equipment is mainly composed of a Robot arm, a laser, a chiller, a welding head, an arc welding power source, etc., as shown in Figure 4.

Application fields and development trends of laser arc hybrid welding
Application fields
As high-power laser technology matures, laser arc hybrid welding is widely used in various fields. It has the advantages of high welding efficiency, high gap tolerance and deep welding penetration. It is the preferred welding method for medium and thick plates. It is also a welding method that can replace traditional welding in the field of large-scale equipment manufacturing. It is widely used in industrial fields such as engineering machinery, bridges, containers, pipelines, ships, steel structures and heavy industry.

Post time: Jun-07-2024











