



Laser welding is a new type of welding method. Laser welding is mainly aimed at welding thin-walled materials and precision parts. It can realize spot welding, butt welding, stack welding, seal welding, etc. Its characteristics are: high aspect ratio, The seam width is small, the heat affected zone is small, the deformation is small, and the welding speed is fast. The weld seam is smooth and beautiful, and no treatment is required or only simple treatment procedures are required after welding. The weld quality is high and there are no pores. Impurities in the base metal can be reduced and optimized. The structure can be refined after welding. The strength and toughness of the weld are at least equal to or even exceed that of the base metal. It can be precisely controlled, the focused light spot is small, it can be positioned with high precision, and it is easy to realize automation. Can achieve welding between certain dissimilar materials.
Laser welding uses the excellent directivity and high power density of the laser beam to work. The laser beam is focused on a small area through the optical system, forming a highly concentrated heat source in the welded area in a very short time. area, so that the object to be welded melts and forms a strong welding point and welding seam. Laser welding: large aspect ratio; high speed and high precision; small heat input and small deformation; non-contact welding; not affected by magnetic fields and no need for vacuuming.
2. Laser filler wire welding
Laser filler wire welding refers to a method of pre-filling specific welding materials in the weld and then melting them with laser irradiation or filling the welding materials while laser irradiation to form a welded joint. Compared with non-filler wire welding, laser filler wire welding solves the problem of strict requirements for workpiece processing and assembly; it can weld thicker and larger parts with lower power; by adjusting the filler wire composition, the structural properties of the weld area can be controlled.

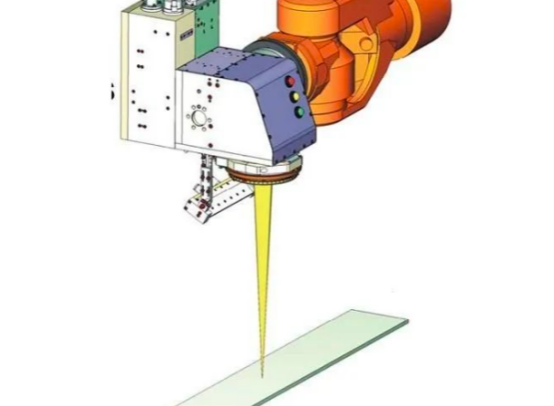
3. Laser flight welding
Remote laser welding refers to a laser welding method that uses a high-speed scanning galvanometer for long working distance processing. It has high positioning accuracy, short time, fast welding speed and high efficiency; it will not interfere with the welding fixture and has less contamination of optical lenses; welds of any shape can be customized to optimize structural strength, etc. Generally, the weld seam has no gas protection and the spatter is large. It is mostly used in thin high-strength steel plates, galvanized steel plates and other products such as body panels.
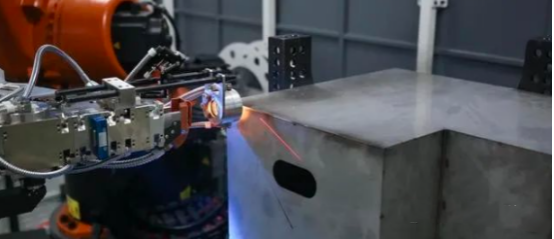
The laser beam emitted by the laser generator is focused on the surface of the welding wire and heated, causing the welding wire to melt (the base metal is not melted), moisten the base metal, fill the joint gap, and combine with the base metal to form a weld to achieve a good connection.
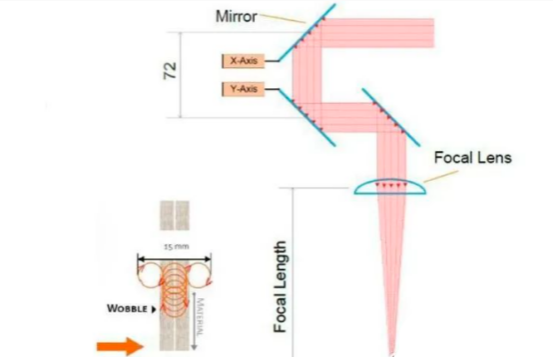
By swinging the internal reflective lens of the welding head, the laser swing is controlled to stir the welding pool, promote gas overflow from the pool, and refine the grains. At the same time, it can also reduce the sensitivity of laser welding to the incoming material gap. Especially suitable for welding aluminum alloy, copper and dissimilar materials.
6. Laser arc hybrid welding
Laser-arc hybrid welding combines two laser and arc heat sources with completely different physical properties and energy transmission mechanisms to form a new and efficient heat source. Features of hybrid welding: 1. Compared with laser welding, the bridging ability is enhanced and the structure is improved. 2. Compared with arc welding, the deformation is small, the welding speed is high, and the penetration depth is large. 3. Take advantage of the strengths of each heat source and make up for their respective deficiencies, 1+1>2.

Post time: Oct-25-2023











