



Encyclopedia of Welding Knowledge: A Brief Discussion on the Classification
and Welding Processes of Laser Welding
In industrial production, laser welding has long been applied in the fields of aerospace, high-precision welding, and special material welding. With the development of industry and advancement of technology, laser welding is now increasingly used in the welding of ordinary materials. Today, we will discuss the classification of laser welding. Laser welding is an efficient and precise welding method that uses a high-energy-density laser beam as a heat source to fuse materials together. It has many advantages, such as fast welding speed, small deformation, low requirements for the welding environment, high power density, no influence from magnetic fields, no limitation to conductive materials, no need for vacuum working conditions, and no X-ray generation during the welding process
Laser welding can be classified from different perspectives:
- Classification by laser output energy mode:
- Continuous laser welding: A continuous and uninterrupted weld shape is formed during the welding process.
- Pulsed laser welding: Since the energy input to the surface of the welded part is intermittent, each pulsed light spot acts on the surface of the welded workpiece to form a circular weld spot. Different weld shapes can be obtained according to different laser parameters.
- Classification by the power density of the focused laser spot:
- Laser heat conduction welding: The power density is relatively low, generally less than 10⁵ W/cm². The laser transmits energy to the surface of the welded workpiece, heating the metal surface to a temperature between the melting point and boiling point. Heat is transferred to the interior of the metal through heat conduction to form a weld, which is similar to tungsten inert gas (TIG) welding.
- Laser deep penetration welding (keyhole welding): When the laser power density acting on the metal surface is greater than 10⁵ W/cm², the high-power laser beam acts on the surface of the metal material, causing local melting and forming a “keyhole”. The laser beam penetrates into the interior of the molten pool through the “keyhole” to form a weld.
- Classification by control mode:
- Manual laser welding machine
- Automatic laser welding machine
- Galvo laser welding machine
- Classification by laser type:
- YAG laser welding machine
- Semiconductor laser welding machine
- Fiber laser welding machine
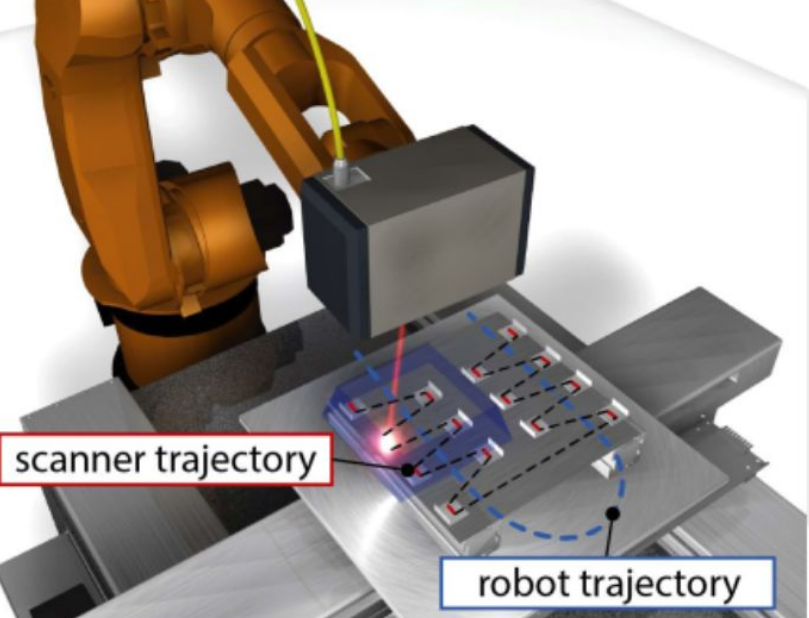
1. Flying Laser Welding
Flying laser welding combines the advantages of remote welding, galvanometers, and manipulators, and is equipped with professional graphics processing software to achieve instantaneous multi-trajectory welding in three-dimensional space.
Main Applications:
It is applied to products such as automobile bodies, seats, and common auto parts. In terms of materials, it can be used for various common materials like steel plates, cold-rolled plates, and aluminum alloys, as well as composite materials and alloy materials such as magnesium-aluminum alloys.
★ Advantages:
- Compatible with any weld form
- Suitable for any weld direction
- User-defined weld/spot distribution
- Optimized stress distribution
- Capable of high-speed spot welding, seam welding, lap welding, butt welding, fillet welding, and overlap welding
- Real-time synchronization between the welding head and the robot to accelerate the laser welding process
- Smaller floor space requirement
- Lower maintenance and logistics costs
2. Spiral Laser Welding
It is a laser welding method with double-wedge laser oscillation, realized by equipping a special wobble module on the welding head. This enables the focused light spot to form a spiral weld while the welding head moves.
Main Applications:
Hinge welding, heat exchangers, tube heat exchangers, thick-tube welding in the petroleum and natural gas industry, flange welding, and aluminum alloy welding, etc.
★ Advantages:
- Wider weld
- Extremely high processing repeatability/process stability
- Better weld formation
- Simpler post-processing and smoother surface of the welded workpiece
- Excellent aluminum alloy welding capability
3. Laser Brazing
Laser brazing refers to a method that uses a filler metal with a melting point lower than that of the base metal. The brazing filler metal is heated to a temperature higher than its melting point but lower than the melting temperature of the base metal. The liquid brazing filler metal wets the base metal, fills the joint gap, and diffuses with the base metal to realize the connection of the welded parts.
Main Applications:
Welding of aluminum body frame structures, such as the connection between the roof and the side wall, and doors.
★ Advantages:
- Reduces defects of pure laser welding, such as pores, cracks, and excessive fitting gaps of products
- Improves weld strength and obtains a perfect weld bead
- Only the brazing filler metal melts during brazing, while the base metal does not
- Small deformation of brazed joints, smooth and aesthetic appearance, suitable for welding precision, complex components made of different materials
- Small heat-affected zone and high compressive strength
4. Laser Wire-Filled Welding
Laser wire-filled welding is a method that uses a filler metal with the same or similar material as the base metal. The base metal and the brazing filler metal are melted and then solidified to form a weld.
Main Applications:
Welding of the entire body structural parts of vehicles and auto parts.
★ Advantages:
- Reduces defects of pure laser welding, such as pores and cracks
- Improves the qualification rate of welded products and allows slightly larger gaps between welded products
- The base metal melts during welding, and the weld strength is higher than that of the base metal
5. Oscillating Brazing
It integrates beam shaping and weld tracking functions into the same equipment through ALO3. The filler wire can be used as a mechanical sensor.
Main Applications:
Laser brazing of white bodies, mainly including laser brazing of roof covers and trunk lids, as well as brazing of auto parts. Fluctuations of parts and errors of fixtures often increase the difficulty of laser brazing significantly, leading to extremely difficult debugging of the laser welding process. However, oscillating brazing can effectively adjust its own welding direction. With the functions of weld tracking and automatic focal length compensation, it enables the laser beam to be easily guided and focused, realizes direction changes, has high automation, fast welding speed, and high efficiency, thus maintaining the welding quality.
★ Advantages:
- Weld tracking to determine the weld trajectory of the workpiece in real time
- Adaptive adjustment of the welding trajectory in the XYZ three directions according to different workpiece deviations to obtain good welding quality
- Improves the consistency rate of product welding
6. Three-Spot Brazing
A dual-spot module is added to the lens. During welding, the three-spot module in the brazing optics distributes one beam into three beams, providing a solution for brazing hot-dip galvanized steel sheets and making the weld flatter without cracking.
Main Applications:
Brazing of aluminum alloy white bodies, laser brazing of roof covers and trunk lids, and brazing of auto parts, etc.
★ Advantages:
- More stable and reliable brazing process
- Faster speed
- Higher strength
- Better appearance quality of hot-dip galvanized sheet welds
- On-line cleaning process
- Dynamic energy adjustment
7. Multi-Wavelength Hybrid Welding
Multi-wavelength hybrid welding is an innovative welding process pioneered by Lianying Laser. It superimposes two laser beams with different wavelengths, making the axes of the two beams coincide in space. The main wavelength laser is mainly used for welding, while the secondary wavelength laser is mainly used for preheating the welding wire and base metal, reducing the cooling rate of the molten metal in the welding pool. It is especially suitable for aluminum alloys, magnesium alloys, copper alloys, etc.
★ Advantages:
- Reduces the content of pores
- Enhances the stability of the welding bead and increases the welding efficiency
- Effectively relieves thermal stress, reduces cracks, improves weld strength, and obtains weld beads with a relatively uniform appearance
In conclusion, currently, in the laser industry as a whole, foreign technologies and equipment still take the leading position. They are comprehensively advanced in all aspects, from laser hosts and optical processing heads to auxiliary equipment such as chillers, power meters, in-welding monitoring, post-welding inspection, and TCP calibrators. Domestic enterprises are making every effort to catch up. However, in the field of laser welding applications, China has become relatively close to the international advanced level, with a number of high-quality enterprises emerging and achieving excellent results.
Post time: Sep-05-2025











